 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Продукти
- Велика форма для побутової техніки
- Форма для дрібної побутової техніки
- Форма для пластикових побутових деталей
- Пластикова форма для медичного обладнання
- Пластикова форма для офісних приміщень
- Форми для пластикових автомобільних деталей
- Пластикові запчастини для мотоциклів
- Форма для товарів для тварин
- Пластикова форма для крісла
- Форми для пластикових промислових деталей
- Форма для ін'єкцій пластикових ящиків
- Форми для пластикових дитячих виробів
- Пластикова тонкостінна форма
- ПЕТ-преформа та прес-форма
- Форма для пластикових труб
- Пластмасові вироби
- Інші форми









Пластикова форма для мила
Як професійне виробництво, ми хотіли б надати вам високоякісну пластикову форму для ін'єкції мила. І ми запропонуємо вам найкраще післяпродажне обслуговування та своєчасну доставку. Пластикова форма для мила Injecion Mold може залежно від розміру вашої ін’єкційної машини та річної продуктивності вибрати 2 порожнини / 4 порожнини / 6 порожнин.
Надіслати запит
Опис продукту
Як професійний виробник, ми хотіли б надати вам високоякісну пластикову форму для ін'єкції мила. І ми запропонуємо вам найкраще післяпродажне обслуговування та своєчасну доставку.
Які фактори впливають на продуктивність форми?
* Майстерність форм
холодний канал і литник не будуть створені:
Безлитникове формування
Ізольовані бігові системи
Системи гарячого каналу
Формування без литників
Існує 2 основні категорії безлиткового формування:
Принципові конструкції передпокоїв
Нагріті гарячі литникові втулки або форсунки
Основний тип передпокою
Формування без литників часто використовується для швидкого циклу виготовлення інструментів з однією порожниною
компоненти з тонкими стінками з нечутливих до тепла матеріалів, таких як PE, PP та PS.
Ця техніка зазвичай складається з спеціально сформованої машинної насадки. які можуть бути розроблені для
розміщуватись із заглибленою характеристикою всередині прес-форми. Найпростіші конструкції поєднують у собі
характеристика передпокою. використовуючи цей тип компонування, тонка оболонка більш холодного матеріалу ізолює a
розплавлений центральний сердечник між соплом і затвором.
На малюнку показано 3 стандартні типи форсунок передкамерного типу. Дизайн і стиль продемонстровані нижче
Малюнок має перевагу в тому, що якщо розплав всередині сопла затвердіє до холодного кулі,
форма підрізу на насадці дозволяє швидко позбутися від інструменту. Малюнок (с) демонструє
передкамерна система живлення без холодного відбійного колодязя.
Цей метод також можна використовувати для більших форм, що працюють на одному відбитку
основі, в якій необхідні максимальний контроль і якість.
2.Варіанти формування без литників також можна використовувати для набагато більш чутливих до тепла матеріалів. в
у таких ситуаціях бажано подовжити насадку щодо воріт, як показано на малюнках 2. і
забрав назад з інструменту.
Крім очевидної економії при усуненні литника, подовжені сопла використовуються в
конструкції з трьох пластин або rnulr ipla re для зменшення ходу відкриття. Враховуючи, що литник не формується,
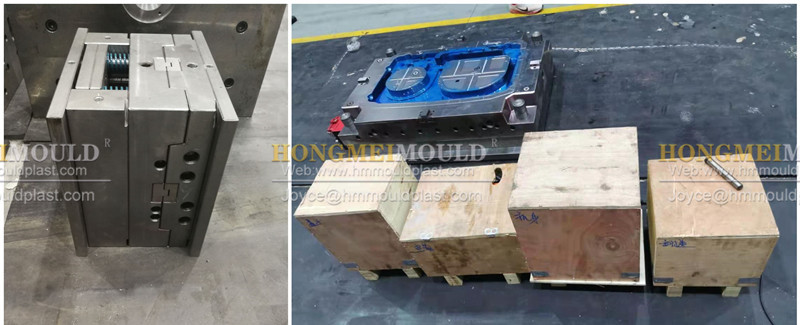
Пластикова форма для мила
Опис цвілі
Формова сталь: P20
Формова пластина: C45
Порожнина: 2 порожнини
Жорстка обробка: Поверхня азотування
Бігун: Холодний бігун
Ежекторна система: виштовхувальний штифт
Система охолодження: оборотна вода
Термін завершення: 45 днів
Ресурс прес-форми: 300 000 знімків
Які фактори впливають на продуктивність форми?
TheПластикова мильна форма для ін'єкційбудівництво дуже складне. Так багато деталей повинні працювати разом. Від проектування, обробки, складання, тестування та ремонту, а потім, нарешті, перейдіть до обслуговування. Багато факторів впливатимуть на якість і продуктивність форми. Нам потрібно по-справжньому це зрозуміти, щоб покращити формування форми.
Тип і якість сталі
Найважливішим є тип і якість сталіПластикова мильна форма для ін'єкцій. Це початок і основа всього. Тому вибір правильного сталевого матеріалу дуже важливий. Існує багато типів формованої сталі. Такі як D3, A2, O2, D2 інструментальна сталь холоднокатаної сталі; Інструментальна сталь Н11, 1.2344, Н13 з гарячекатаної сталі та ін. І, можливо, вам потрібно зосередитися на пунктах нижче, щоб вибрати правильний.
Попит на матеріал для лиття під тиском полягає в тому, що різні пластики повинні поєднуватися з різними сталевими матеріалами. І він також має попит на стійкість до корозії та полірування.
Якщо функції сталі достатньо, то це найкраще. Платити багато грошей, щоб отримати набагато високі характеристики сталі, не потрібно.
Обробка поверхні також дуже важлива. Обробка азотом може підвищити твердість поверхні сталі та збільшити термін служби її поверхні. А гальванічне покриття може змінити продуктивність прес-форми. Деякий пластик потребує високої яскравості та стійкості до корозії, тоді ми можемо використовувати гальванічне покриття, щоб покращити та змінити характеристики сталі.
* Проектування структури
Хороший дизайн конструкції враховує не лише властивості матеріалу виробу: коефіцієнт усадки, температуру формування тощо. Але також потрібно подумати про водну частину охолодження. Чудовий дизайн конструкції може покращитиПластмасова форма для лиття миларобочий час і підтримувати його можна успішно виробляти продукти. Це дуже важливо для підвищення ефективності та зниження витрат.
* Майстерність форм
Нам усім потрібна хороша майстерність виготовлення форми, щоб зробити її чудовою. Чудова майстерність може ефективно скоротити вартість і робочий час. Якщо є помилки, це призведе до спаювання форми. До речі, гірша обробка вплине на функцію форми, зменшить термін служби форми, навіть вона пошкодиться та поламається під час обробки лиття під тиском.
* Полірування
Полірування є завершальною частиною виробництва форми. Полірування також допомагає і доповнюєПластмасова форма для лиття миладії, особливо для зняття форми. Частина виробництва деяких форм не є гладкою, тому що освітлення не на місці, опір занадто великий, вилучення з форми утруднене, і навіть верх білий, а верх тріснутий.
* Збірка прес-форми
Форма схожа на збірку машини. Кожна деталь і кожен гвинт не повинні псуватися, інакше наслідки будуть досить серйозними. Може спричинити дефекти продукту, вплинути на виробництво та навіть повністю пошкодити форму, що призведе до браку. Тому монтажні роботи повинні бути дуже детальними. У процесі складання приділіть особливу увагу очищенню форми, особливо водяних каналів і отворів для гвинтів. Обов’язково здуйте залізні стружки всередині.
* Охолодження форми
Кожен, хто має багаторічний досвід роботи з цвіллю, знає, наскільки важливим є охолодженняПластикова мильна форма для ін'єкцій. Через зростання цін і заробітної плати людей, при виробництві продукції у великих кількостях, прибуток, який приносить скорочення циклу вприскування на одну секунду, неймовірний. Однак, коли виробничий цикл прискорюється, температура форми підвищиться. Якщо це не ефективно контролювати, це призведе до того, що форма стане занадто гарячою для формування, і навіть призведе до її деформації та виходу з ладу. Тому хороша конструкція системи охолодження є особливо важливою, включаючи щільність, діаметр і з’єднання водяних каналів.
* Обслуговування цвілі
Обслуговування прес-форм - це в основному технічне обслуговування та обслуговування під час виробництва. Форми схожі на автомобілі. Якщо він не використовується протягом тривалого часу без обслуговування, він може бути знищений і загинути. Таким чином, після кожного використання прес-форми потрібне комплексне технічне обслуговування, особливо запобігання іржі формувальної частини та запобігання іржі основних рухомих частин. Оскільки форма повинна отримувати воду під час процесу виробництва, форма може бути заповнена водою під час встановлення або розбирання, тому необхідно переконатися, що форма суха перед нанесенням шару олії для її захисту.
Нам потрібно зосередитися на цих деталях і зробити це правильно, щоб створити гарну форму для створення гарної лінійки продуктів.
*Упаковка цвілі
Перед доставкою ми розпилимоПластикова мильна форма для ін'єкційз кольором, зелений, червоний, жовтий, синій і так далі, клієнти можуть відповідно до ваших вимог вибрати свій колір. і ми знаємо, що деякі місця не підходять для фарбування, тому перед тим, як розпилювати, ми запитаємо вашу думку.
Зазвичай ми пакуємо дерев'яний піддон або дерев'яний ящик і використовуємо трос до зміцнити коробку.
холодний канал і литник не будуть створені:
Безлитникове формування
Ізольовані бігові системи
Системи гарячого каналу
Формування без литників
Існує 2 основні категорії безлиткового формування:
Принципові конструкції передпокоїв
Нагріті гарячі литникові втулки або форсунки
Основний тип передпокою
Формування без литників часто використовується для швидкого циклу виготовлення інструментів з однією порожниною
компоненти з тонкими стінками з нечутливих до тепла матеріалів, таких як PE, PP та PS.
Ця техніка зазвичай складається з спеціально сформованої машинної насадки. які можуть бути розроблені для
розміщуватись із заглибленою характеристикою всередині прес-форми. Найпростіші конструкції поєднують у собі
характеристика передпокою. використовуючи цей тип компонування, тонка оболонка більш холодного матеріалу ізолює a
розплавлений центральний сердечник між соплом і затвором.
На малюнку показано 3 стандартні типи форсунок передкамерного типу. Дизайн і стиль продемонстровані нижче
Малюнок має перевагу в тому, що якщо розплав всередині сопла затвердіє до холодного кулі,
форма підрізу на насадці дозволяє швидко позбутися від інструменту. Малюнок (с) демонструє
передкамерна система живлення без холодного відбійного колодязя.
Цей метод також можна використовувати для більших форм, що працюють на одному відбитку
основі, в якій необхідні максимальний контроль і якість.
2.Варіанти формування без литників також можна використовувати для набагато більш чутливих до тепла матеріалів. в
у таких ситуаціях бажано подовжити насадку щодо воріт, як показано на малюнках 2. і
малюнок
3. Зубчастий виріз на соплі на малюнку зазвичай має тип a
гвинтова різьба. Це дозволяє холодну пробку просто відкручувати після циліндразабрав назад з інструменту.
Крім очевидної економії при усуненні литника, подовжені сопла використовуються в
конструкції з трьох пластин або rnulr ipla re для зменшення ходу відкриття. Враховуючи, що литник не формується,
отвір, необхідний для видалення бігунка (якщо такий є), набагато менший.

Гарячі теги: Пластикова мильниця Injecion Mould, Китай, Індивідуальний, Якість, Мода, Новий стиль, Гарячий продаж, Популярний, Дешевий, Купуйте, Останні продажі, Оптова торгівля, Найновіший, Низька ціна, Фабрика, Зроблено в Китаї, Ціна, Виробники, Постачальники, OEM, ODM, своєчасна доставка, безкоштовний зразок
Тег продукту
Надіслати запит
Будь ласка, надішліть свій запит у формі нижче. Ми відповімо вам протягом 24 годин.










X
Ми використовуємо файли cookie, щоб запропонувати вам кращий досвід перегляду, аналізувати трафік сайту та персоналізувати вміст. Використовуючи цей сайт, ви погоджуєтеся на використання файлів cookie.
Політика конфіденційності