 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


додому
>
Продукти > Велика форма для побутової техніки
>
Пластикова пересувна форма для корпусу кондиціонера
Продукти
- Велика форма для побутової техніки
- Форма для дрібної побутової техніки
- Форма для пластикових побутових деталей
- Пластикова форма для медичного обладнання
- Пластикова форма для офісних приміщень
- Форми для пластикових автомобільних деталей
- Пластикові запчастини для мотоциклів
- Форма для товарів для тварин
- Пластикова форма для крісла
- Форми для пластикових промислових деталей
- Форма для ін'єкцій пластикових ящиків
- Форми для пластикових дитячих виробів
- Пластикова тонкостінна форма
- ПЕТ-преформа та прес-форма
- Форма для пластикових труб
- Пластмасові вироби
- Інші форми








Пластикова пересувна форма для корпусу кондиціонера
Як професійне виробництво, ми хотіли б надати вам високоякісну пластикову пересувну форму для корпусу кондиціонера. І ми запропонуємо вам найкраще післяпродажне обслуговування та своєчасну доставку. Ми є професійним китайським виробником пластикових пересувних форм для кондиціонерів, якщо ви хочете дізнатися більше, ви можете зв’язатися з нами.
Прес-форма для корпусу кондиціонера OEM, Китай Виробник форми для кондиціонера!HoMe вітає вас відвідати нашу компанію.
Прес-форма для корпусу кондиціонера OEM, Китай Виробник форми для кондиціонера!HoMe вітає вас відвідати нашу компанію.
Надіслати запит
Опис продукту
Як професійний виробник, ми хотіли б надати вам високоякісну пластикову пересувну форму для корпусу кондиціонера. І ми запропонуємо вам найкраще післяпродажне обслуговування та своєчасну доставку.
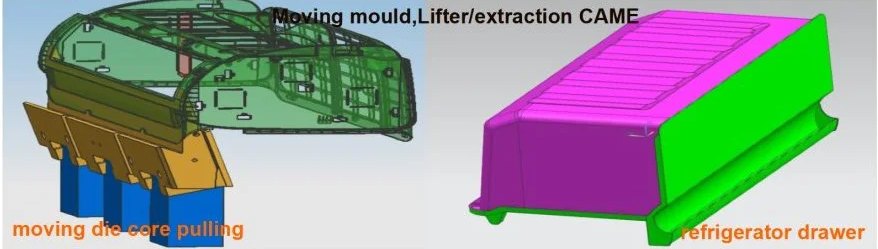
Пластикова пересувна форма для корпусу кондиціонера
Пластикова смола: ABS
Розмір форми (мм): 1700 * 980 * 1140
Вага форми (T): 14T
Сталь для порожнини форми: 1.2083
Основна сталь прес-форми: 1.2344
Час циклу: 120 с
Термін виготовлення (день): 75 ДНІВ
Тривалість цвілі:≥500000 ПОСТРІЛІВ
Тип роз’єму лінії охолодження: швидке з’єднання DME NS350 SERIES, чудова конструкція системи охолодження, конструкція охолодження забезпечує якомога більше охолодження.
Пластикова пересувна форма для корпусу кондиціонераПотік
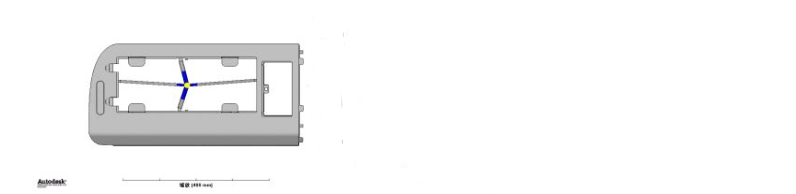
Для великої прес-форми, такої як форма для автозапчастин, ми можемо провести аналіз потоку прес-форми перед початком роботи.
Після аналізу потоку прес-форми ми вирішуємо шлюзи та конструкції прес-форми.
Таким чином, форми можна закінчити успішно та гладко.
Які переваги Aoxu
Конструкторська група та виробництво
Ми пропонуємо не лише послуги лиття під тиском, але й комплексну команду проектування та виробничі послуги. Ми можемо допомогти вам створити прототип деталі, удосконалити вашу конструкцію, вибрати правильну пластикову смолу для ваших потреб і виготовити ваші прес-форми та вироби — все на одному підприємстві!
Це економить ваш час і гроші, оскільки вам не потрібно працювати з будь-якими сторонніми розробниками для створення ваших компонентів. Ми можемо впоратися з усім процесом на нашому підприємстві, гарантуючи, що ви отримаєте необхідні пластикові деталі, виготовлені під тиском, швидко та за низькою ціною.
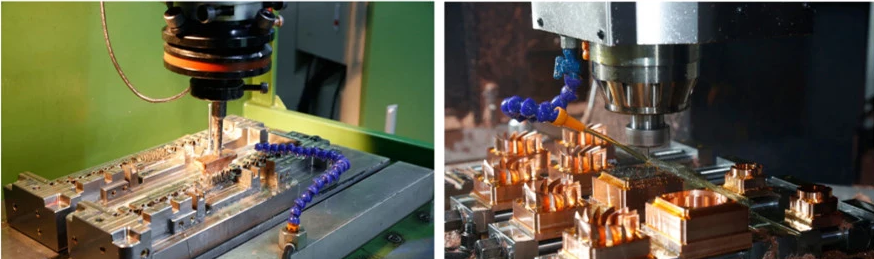
Професійні вдосконалені машини
Ми інвестували значні кошти в новітні сучасні машини для лиття під тиском. Наші машини для лиття під тиском забезпечують стабільніші результати та вищу ефективність за нижчої вартості
Ми передаємо ці заощадження нашим клієнтам, дозволяючи їм отримувати пластик литтям під тиском
Технологія прес-форм Home - ваше пряме виробництво
На відміну від деяких інших компаній, ми не є посередником. Ми не передаємо ваші запчастини іншим стороннім виробникам і забираємо частину прибутку собі
Натомість ми керуємо кожним етапом виробничого процесу власними силами. Завдяки цьому ми гарантуємо бездоганну якість вашого продукту та мінімізуємо ризик дефектних або неправильно сформованих деталей. Це, у свою чергу, економить ваш час і гроші.
Поширене запитання про форму для рами кондиціонера
З: Причини та способи вирішення задирок продукту (спалаху), що утворюються під час першого запуску машини для ін’єкцій, а також неповного заповнення після деякого часу виробництва:
Відповідь: Коли машина вперше запускається, плавлення в бочці ін’єкційної машини протікає плавно з меншою липкістю завдяки більш тривалому періоду нагрівання, тому продукт має тенденцію до появи задирків. Через деякий час виробництва, оскільки плавлення постійно забирає тепло, продукт не буде повністю введений через велику липкість і погану рідкість. Цю проблему можна вирішити шляхом поступового підвищення температури стовбура через деякий час виробництва.
З: У процесі виробництва продукт не може бути повністю впорснутий, іноді навіть підвищення тиску та швидкості впорскування не спрацює. Чому і як це вирішити:
A: У процесі виробництва плавлення постійно відбирає тепло, тому продукт не буде повністю введений через велику липкість і погану рідкість. Цю проблему можна вирішити шляхом підвищення температури стовбура шприц-машини.
З: Причини та способи усунення того, що продукт стає овальним:
A: Продукт стає овальним тому, що плавлення не подається рівномірно, що спричиняє нерівномірний тиск на окружність продукту, що робить його овальним. Підхід до 3-точкового введення можна адаптувати для рівномірного годування.
Зв'яжіться зі мною
Гарячі теги: Пластикова пересувна форма для корпусу кондиціонера, Китай, Індивідуальний, Якість, Мода, Новий стиль, Гарячий продаж, Популярний, Дешевий, Купуйте, Останні продажі, Оптова торгівля, Найновіший, Низька ціна, Фабрика, Зроблено в Китаї, Ціна, Виробники, Постачальники, OEM , ODM, своєчасна доставка, безкоштовний зразок
Надіслати запит
Будь ласка, надішліть свій запит у формі нижче. Ми відповімо вам протягом 24 годин.










X
Ми використовуємо файли cookie, щоб запропонувати вам кращий досвід перегляду, аналізувати трафік сайту та персоналізувати вміст. Використовуючи цей сайт, ви погоджуєтеся на використання файлів cookie.
Політика конфіденційності