 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


додому
>
Продукти > Форма для дрібної побутової техніки
>
Пластикова форма корпусу коробки гучномовця
Продукти
- Велика форма для побутової техніки
- Форма для дрібної побутової техніки
- Форма для пластикових побутових деталей
- Пластикова форма для медичного обладнання
- Пластикова форма для офісних приміщень
- Форми для пластикових автомобільних деталей
- Пластикові запчастини для мотоциклів
- Форма для товарів для тварин
- Пластикова форма для крісла
- Форми для пластикових промислових деталей
- Форма для ін'єкцій пластикових ящиків
- Форми для пластикових дитячих виробів
- Пластикова тонкостінна форма
- ПЕТ-преформа та прес-форма
- Форма для пластикових труб
- Пластмасові вироби
- Інші форми







Пластикова форма корпусу коробки гучномовця
Як професійне виробництво, ми хотіли б надати вам високоякісну пластикову форму для корпусу гучномовця. І ми запропонуємо вам найкраще післяпродажне обслуговування та своєчасну доставку. Щоб було зручно для нашого людського життя, виходить все більше маленьких розумних пристроїв, якщо у вас є ідеї, ми можемо допомогти вам зробити форму для корпусу продукту, скористайтеся нагодою отримуйте вигоду. Тут ми представляємо форму для корпусу пластикової коробки гучномовця.
Надіслати запит
Опис продукту
Як професійне виробництво, ми хотіли б надати вам високоякісну пластикову форму для корпусу гучномовця. І ми запропонуємо вам найкраще післяпродажне обслуговування та своєчасну доставку.
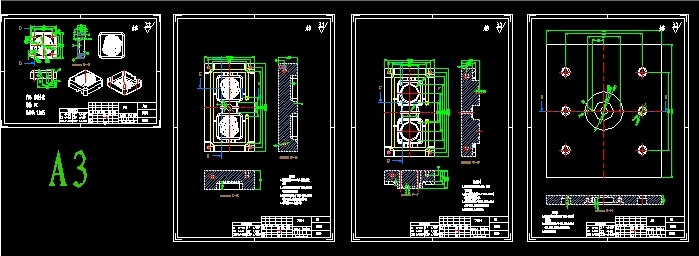
Пластикова форма корпусу коробки гучномовця
Формова сталь: H13
Основа форми: P20
Термообробка: нітрид
Порожнина: одна порожнина
Бігун: холодний бігун
Час циклу: 33 с
Обробка поверхні: полірування
Термін служби прес-форми: 500 000 знімків
Упаковка: дерев'яний футляр
Пластикова конструкція корпусу коробки гучномовця
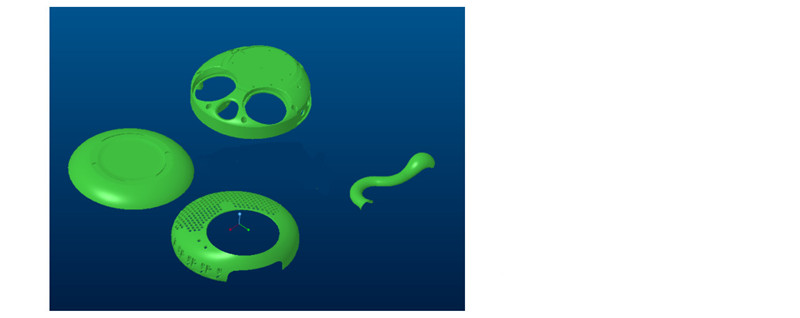
Пластикова форма корпусу коробки гучномовцядизайну ми звертаємо увагу на технічні вимоги до пластикових деталей: не повинно бути дефектів, таких як прокол, лиття під тиском, лінії потоку, пори, деформація деформації, сріблясті смуги, холодні матеріали, струменеві лінії тощо.
Середня товщина пластикової частини - 1,80 мм, матеріал пластикової частини - ABS, коефіцієнт усадки - 1,004, вага пластикової частини - 16,56 грам.
Як вибрати гарячу або холодну канавкуПластикова форма корпусу коробки гучномовця?
Перевага Hot Runner:
1. Скоротіть час циклу формування, деякі пластикові деталі з тонкими стінками можуть бути введені протягом 5 секунд.
2. Немає водного пластику, він має великі засоби для цих високоцінних матеріалів.
3. Якість литників у гарячоканальних формувальних деталях хороша, залишкова напруга після виймання з форми низька, деформація деталей невелика, тому менше дефектних виробів, ніж у холодноканальній.
4. Не потрібно вирізати ворота та лікування, підвищити ефективність виробництва.
Перевага Cold Runner:
1. Вартість прес-форми нижча, ніж гарячий бігун, це важливо.
2. Підтримка цвілі дешева
Таким чином, ми могли б відповідно до нашої ситуації вибрати гарячий або холодний бігун, це залежить від загального обсягу виробництва та структури форми та вартості матеріалів.
Аксесуари для форм
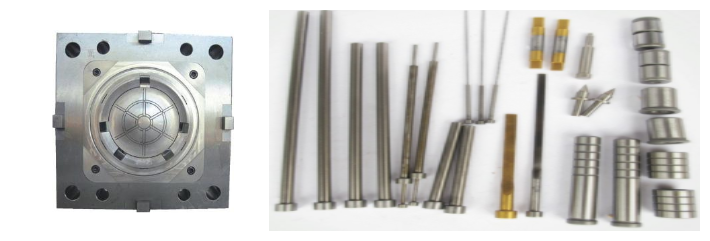
Одинарний, подвійний, подвійний, плоский, позиціонуюча колона, пластикова направляюча втулка, пряма втулка, середня втулка, пластикова втулка, пряма втулка, середня скоба, позиціонуюча колона, квадратний допоміжний пристрій, тривимірний допоміжний пристрій направляючого блоку позиціонування, сопло типу A, B, C, фіксоване кільце типу A, B, стандартний механічний перемикач.
Як боротися зПластикова форма корпусу коробки гучномовцяІржавий?

1. Коли лиття під тиском припиниться, протріть пластикову форму
2. При зупинці формування на тривалий час слід розпилити інгібітор іржі в порожнину форми. Слід зазначити, що перед розпиленням порожнину форми необхідно протерти, поки не зникне пляма іржі.
ЩоПластикова форма корпусу коробки гучномовцяВитяжна система?
1) Звідки береться повітря?
a. У системі впорскування та порожнині форми є повітря
b. Деяка сировина все ще містить воду, вона перетвориться на пару.
в. Деякі добавки випаровуються або утворюють газ в результаті хімічних реакцій один з одним
2) Шкода поганої вентиляції
a. У процесі лиття під тиском розплав замінить газ у порожнині, якщо газ не зможе вийти, деталі будуть неповними та іншими дефектами.
b. Оскільки газ сильно стиснутий, температура в порожнині різко підвищується, деталі можуть згоріти. В основному це відбувається при злитті двох ниток розплаву, мертвого кута та фланця затвора.
в. Видалення газу не відбувається плавно, тому швидкість розплаву в кожній порожнині різна, отже, легко утворювати сліди течії та плавлення та знижувати механічні властивості пластикових деталей
d. Через газову обструкцію в порожнині швидкість заповнення буде зменшена, цикл формування буде вплинуто, а ефективність виробництва буде знижена
Рішення для вентиляційних отворів:
Відкритий вихлопний паз, наконечник вихлопу, вставити вихлоп, вставити вихлоп.
Контактна особа
Гарячі теги: Пластикова форма для корпусу гучномовця, Китай, Індивідуальний, Якість, Мода, Новий стиль, Гарячий продаж, Популярний, Дешевий, Купівля, Останні продажі, Оптова торгівля, Найновіший, Низька ціна, Фабрика, Зроблено в Китаї, Ціна, Виробники, Постачальники, OEM, ODM, своєчасна доставка, безкоштовний зразок
Тег продукту
Надіслати запит
Будь ласка, надішліть свій запит у формі нижче. Ми відповімо вам протягом 24 годин.










X
Ми використовуємо файли cookie, щоб запропонувати вам кращий досвід перегляду, аналізувати трафік сайту та персоналізувати вміст. Використовуючи цей сайт, ви погоджуєтеся на використання файлів cookie.
Політика конфіденційності