 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Продукти
- Велика форма для побутової техніки
- Форма для дрібної побутової техніки
- Форма для пластикових побутових деталей
- Пластикова форма для медичного обладнання
- Пластикова форма для офісних приміщень
- Форми для пластикових автомобільних деталей
- Пластикові запчастини для мотоциклів
- Форма для товарів для тварин
- Пластикова форма для крісла
- Форми для пластикових промислових деталей
- Форма для ін'єкцій пластикових ящиків
- Форми для пластикових дитячих виробів
- Пластикова тонкостінна форма
- ПЕТ-преформа та прес-форма
- Форма для пластикових труб
- Пластмасові вироби
- Інші форми










Пластикова форма для соковижималки
Як професійний виробник, ми хотіли б надати вам високоякісну пластикову форму для соковижималки. І ми запропонуємо вам найкраще післяпродажне обслуговування та своєчасну доставку. Ми є професійним китайським виробником пластикових форм для соковижималок, якщо ви хочете дізнатися більше, ви можете зв’язатися з нами.
Щоб побудувати гарну фігуру, багато людей готують чашку соку самостійно замість чаю з молоком, це здорово та поживно, тому вам буде корисно зробити нову дизайнерську форму для соковижималки 2021 гарячий розпродаж.
Щоб побудувати гарну фігуру, багато людей готують чашку соку самостійно замість чаю з молоком, це здорово та поживно, тому вам буде корисно зробити нову дизайнерську форму для соковижималки 2021 гарячий розпродаж.
Модель:HM-03 Plastic Juicer Shell Mould
Надіслати запит
Опис продукту
Як професійний виробник, ми хотіли б надати вам високоякісну пластикову форму для соковижималки. І ми запропонуємо вам найкраще післяпродажне обслуговування та своєчасну доставку.

Інформація про форму корпусу пластикової соковижималки
Матеріал основи соковижималки: ABS
Матеріал чашки соковижималки: AS
Формова сталь: P20
Формова пластина: C45
Рухомі частини: нагрівання P20
Метод впорскування: ежекторна пластина
Система охолодження: високоякісний цикл води
Порожнина форми: аксесуари: 1+1+1
корпус: одинарний
Бігун: Холодний бігун
Обробка поверхні: полірування
Термін доставки: 50 днів
Ресурс прес-форми: 500 000 знімків
Розмір форми: 420*450*390 мм
Ін'єкційна машина: 200T
Дизайн форми для соковижималки
У Hongmei є 5 чудових дизайнерів виробів і прес-форм, вони мають 10+ досвіду та вміють креслити систему охолодження форми та систему ежектора.
Щодо цієї форми для сікової оболонки, дизайнер пропонує слайди 2 розмірів, приймає конструкцію конструкції передньої форми для пружного положення ряду, а система ежектора вибирає пластину ежектора, що штовхається масляним циліндром. Ця форма дуже доступна і підходить.
Є ще дуже важливий випадок щодо форми для невеликих побутових приладів, яка складається з кожної частини, тому ми розробляємо форму цього типу, маємо звернути увагу на художню лінію, дизайн лінії частини повинен відповідати цій художній лінії, і використовувати точну обробку, щоб отримати красива поверхня.
Гарячий або холодний бігун?
Для виготовлення більшості частин можна вибрати гарячу канаву, також можна вибрати холодну канаву.
Як ми можемо вибрати систему бігунів для форми для чашки соковижималки?
* Відповідно до вашого бюджету: ціна холодного каналу нижча, ніж гарячого каналу
* Відповідно до характеристик деталей: для поверхневих частин можна вибрати гарячий бігун, а для внутрішніх частин ми можемо вибрати холодний бігун
* Відповідно до технічного обслуговування форми: ремонт холодного каналу легший, ніж гарячого каналу, і вартість нижча
* Залежно від ціни матеріалу: якщо ціна сировини дуже висока, гарячий канал не має довгих воріт, тому це допоможе нам зменшити матеріал
Для пластикової форми корпусу соковижималки важливо вибрати правильний затвор
Продукти побутової техніки потребують гладкої та охайної поверхні, тому дизайн форми є дуже важливим, включаючи дизайн воріт.
1. Вимоги, яким має відповідати розташування воріт
- Вимоги до зовнішнього вигляду (мітки воріт, зварні лінії)
- Вимоги до функцій продукту
- Вимоги до обробки прес-форм
- Деформація виробу
- Обсяг воріт нелегко зняти
- Процес формування легко контролювати
2. Вплив на виробництво та функцію
Довжина потоку визначає тиск упорскування, силу затиску, а скорочення повної довжини потоку, коли продукт не заповнений, може зменшити тиск упорскування та силу затиску.
Положення воріт впливатиме на тиск утримування, величину тиску утримування та чи збалансований тиск утримування. Тримайте ворота подалі від напруженого положення виробу (наприклад, підшипника), щоб уникнути залишкової напруги. Розташування воріт має враховувати вихлоп, щоб уникнути накопичення вітру. Якщо це станеться, не розміщуйте затвор на слабшій або вбудованій частині виробу, щоб уникнути зміщення.
Що таке AS Material?
Стирол-акрилонітрильна смола є сополімерним пластиком, що складається з стиролу та акрилонітрилу. Він також відомий як SAN. Його широко використовують замість полістиролу завдяки його більшій термостійкості. Ланцюги містять від 70 до 80% за масою стиролу та від 20 до 30% акрилонітрилу. Більший вміст акрилонітрилу покращує механічні властивості та хімічну стійкість, але також додає жовтий відтінок зазвичай прозорому пластику.
Що таке AS Material Uses?
Використання включає харчові контейнери, пляшки з водою, кухонний посуд, комп’ютерні продукти, пакувальні матеріали, корпуси для батарей і пластикові оптичні волокна.
Обробка форми для соковижималки
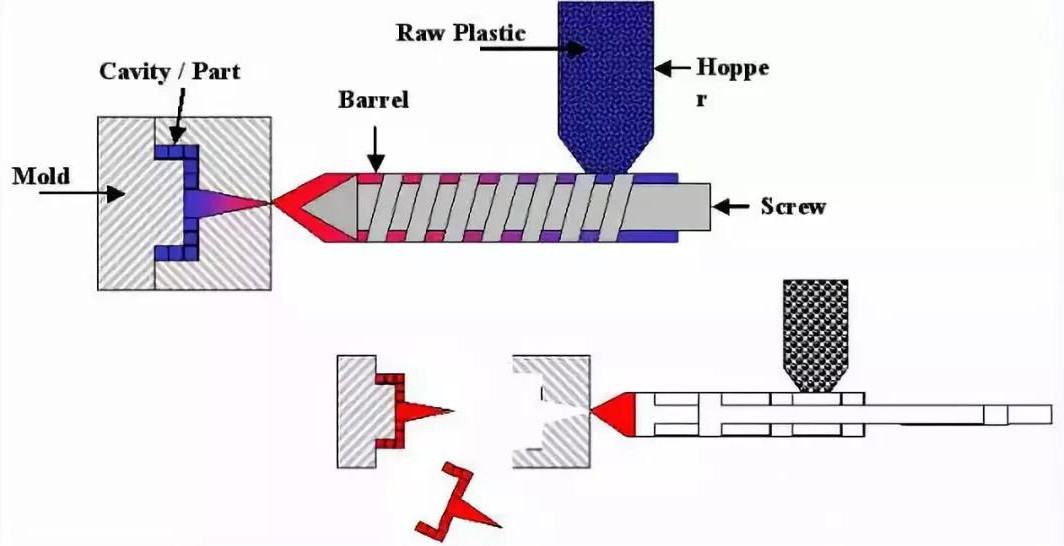
Лиття під тиском - це метод виробництва, який виготовляє деталі шляхом впорскування матеріалу у прес-форму. Основним способом переробки пластмас є лиття під тиском. У цьому процесі пластик поміщається в бункер, а потім бункер нагрівається та впорскує пластик, який проштовхується через довгу камеру та зворотно-поступальний гвинт. Після цього його розм'якшують до рідкого стану. Сопло розташоване в кінці порожнини, і рідкий пластик змушений охолоджуватися через сопло, закриваючи форму. Коли пластик охолоне і застигне, напівфабрикат виходить з преса.
Зв'яжіться зі мною
Гарячі теги: Пластикова форма для корпусу соковижималки, Китай, Індивідуальний, Якість, Мода, Новий стиль, Гарячий продаж, Популярний, Дешевий, Купуйте, Останні продажі, Оптова торгівля, Найновіший, Низька ціна, Фабрика, Зроблено в Китаї, Ціна, Виробники, Постачальники, OEM, ODM , своєчасна доставка, безкоштовний зразок
Тег продукту
Надіслати запит
Будь ласка, надішліть свій запит у формі нижче. Ми відповімо вам протягом 24 годин.










X
Ми використовуємо файли cookie, щоб запропонувати вам кращий досвід перегляду, аналізувати трафік сайту та персоналізувати вміст. Використовуючи цей сайт, ви погоджуєтеся на використання файлів cookie.
Політика конфіденційності