 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Продукти
- Велика форма для побутової техніки
- Форма для дрібної побутової техніки
- Форма для пластикових побутових деталей
- Пластикова форма для медичного обладнання
- Пластикова форма для офісних приміщень
- Форми для пластикових автомобільних деталей
- Пластикові запчастини для мотоциклів
- Форма для товарів для тварин
- Пластикова форма для крісла
- Форми для пластикових промислових деталей
- Форма для ін'єкцій пластикових ящиків
- Форми для пластикових дитячих виробів
- Пластикова тонкостінна форма
- ПЕТ-преформа та прес-форма
- Форма для пластикових труб
- Пластмасові вироби
- Інші форми









Пластикова електронна форма для мухобойки
Як професійний виробник, ми хотіли б надати вам високоякісну пластикову електронну мухобойку. І ми запропонуємо вам найкраще післяпродажне обслуговування та своєчасну доставку. Ми є професійним китайським виробником пластикових електронних мухобойок, якщо ви хочете дізнатися більше, ви можете зв’язатися з нами.
Влітку навколо нас мухи та комахи, які завжди нас кусають, це небезпечно та неприємно, тому влітку багато людей люблять використовувати пластикову електронну мухобойку та мотобойку для усунення мух. Компанія Hongmei, що займається виготовленням форм, може допомогти вам виготовити цю пластикову форму для електронних мухобойок і мухобойок високої якості.
Влітку навколо нас мухи та комахи, які завжди нас кусають, це небезпечно та неприємно, тому влітку багато людей люблять використовувати пластикову електронну мухобойку та мотобойку для усунення мух. Компанія Hongmei, що займається виготовленням форм, може допомогти вам виготовити цю пластикову форму для електронних мухобойок і мухобойок високої якості.
Надіслати запит
Опис продукту
Як професійний виробник, ми хотіли б надати вам високоякісну пластикову електронну мухобойку. І ми запропонуємо вам найкраще післяпродажне обслуговування та своєчасну доставку.
Пластикова електронна форма для мухобойки
Особливість форми
Матеріал частини: ABS
Формова сталь: p20
Порожнина: одна порожнина
Система викиду: штифт викиду
Бігун: холодний бігун
Час циклу: 26 с
Тоннаж машини для ін'єкцій: 150 т
Термін виконання: 30 днів
Упаковка: дерев'яний ящик
Представлення пластикової електронної форми для мухобойок і мухобойок
Пристрої для знищення жуків практичні, але у них є слабка сторона: комаха повинна наблизитися до них, щоб її захопили. Але що станеться, якщо на свободі з’явиться комар або муха, від яких потрібно позбутися? Для тих часів вам знадобиться електрична мухобійка подвійного призначення Bug Killer з її перезаряджаємою «ракеткою». Вийміть його, і протягом наступних 30 хвилин він залишатиметься зарядженим і стане потужною зброєю для позбавлення від цих настирливих літаючих шкідників! Іншими словами, це поєднує в собі функцію електроуловлювача для жуків і електричної мухобойки в одному стильному домашньому пристрої.
Звичайно, якщо електрична мухобійка подвійного використання з ракеткою для комах на місці та підключена до розетки змінного струму, електрична мухобійка подвійного використання працює як звичайна електрична пастка для комах і дозволяє вам насолоджуватися читанням або спати літньою ніччю з відкритими вікнами. Він доступний у двох кольорах (білий або темно-сірий), що дозволяє легко адаптувати його до вашого простору та смаку. Він легкий і простий у використанні - просто підключіть його! Краща зброя проти комах тут!
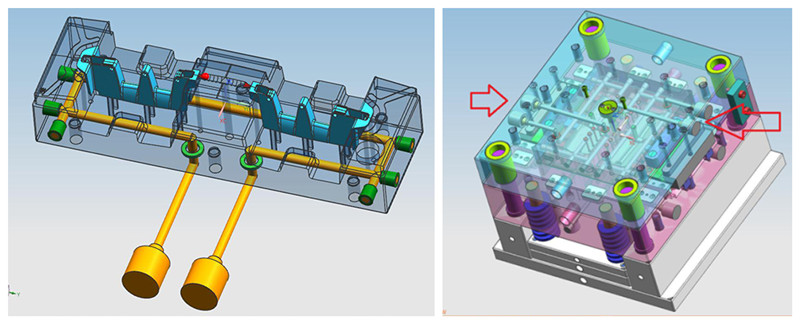
Конфігурація лінії охолодження пластикової електронної мухобойки mолд
Класні лінії зазвичай організовані в послідовних або паралельних макетах. Лінії охолодження в паралельних конструкціях розподіляють теплоносій, що витікає з регулятора тепла пластикової форми. За умови рівного перепаду тиску на лінію, швидкість потоку охолоджуючої рідини на лінію приблизно дорівнює повній швидкості руху через терморегулятор, поділеній на кількість, що стосується паралельних ліній, з’єднаних з ним. Наприклад, блок управління продуктивністю 11 галонів за хвилину забезпечить приблизно 1,35 галонів щохвилини, що стосується восьми однакових паралельних ліній охолодження.
Незначні коливання падіння напруги між паралельними лініями можуть призвести до великих відмінностей у швидкості руху охолоджуючої рідини та можливих труднощів з охолодженням. Послідовні контури запобігають цій проблемі, підтримуючи стандартну швидкість руху теплоносія через контур. З іншого боку, значне підвищення тепла теплоносія в довгих серійних контурах може призвести до менш ефективного охолодження на кінцях контурів.
Будучи компромісом, подумайте про розділення великих холодних ланцюгів безпосередньо на кілька менших серій, пов’язаних з однаковим падінням напруги. Використовуйте заходи контролю потоку, щоб збалансувати переміщення через кола з незбалансованою довжиною та/або обмеженнями.
У послідовних ланцюгах спочатку охолоджуйте напрямок до місць, де потрібно найбільше охолодження: як правило, товсті порції, гарячі пунші або спеціальніпластикова електронна мухобойкаоб'єкт. Для ефективного теплообміну через спеціальну прес-форму до охолоджувальної рідини розрахуйте систему охолодження для досягнення турбулентного руху, тобто значення Рейнольдса, значно більшого порівняно з значенням початку турбулентності, що стосується приблизно 2600. З величиною Рейнольдса, що відповідає 10 000, звичайна цільова важливість проекту, водяний охолоджувач обмінюється теплом на порядок за величиною швидше порівняно з ламінарним рухом. Не недооцінюйте вимоги до охолодження, пов’язані з тонкостінними компонентами. Зменшення розміру стіни на частину зменшує найнижчий час охолодження до однієї чверті. Щоб досягти повного можливого скорочення часу циклу, метод охолодження повинен відводити тепло в 4 рази швидше. Різні круті фактори, які потрібно враховувати
1. Використовуйте лічильники контролю потоку, щоб перевірити наявність перешкод і змінити швидкість руху теплоносія через контури охолодження;
2. Запобігайте обмеженням руху, швидким роз'єднанням і різним перешкодам, які підвищують падіння напруги та зменшують швидкість руху охолоджуючої рідини; і
3. Запропонуйте достатній рух охолоджуючої рідини, щоб обмежити нагрівання охолоджувальної рідини в контурах не вище 4,5 градусів.
Система впорскування також дуже важлива пластикова електронна мухобойка
Звичайна наливна система складається з головного бігуна, гілкового бігуна, воріт і колодязя для холодного снаряду. Позиція формування пластикової частини повинна бути визначена перед проектуванням розливної системи. Конструкція наливної системи є важливою частиною конструкціїпластикова форма для мухобойок і мухобойок. Це безпосередньо впливає на цикл лиття під тиском і якість пластикових деталей (наприклад, зовнішній вигляд, фізичні властивості, точність розмірів)
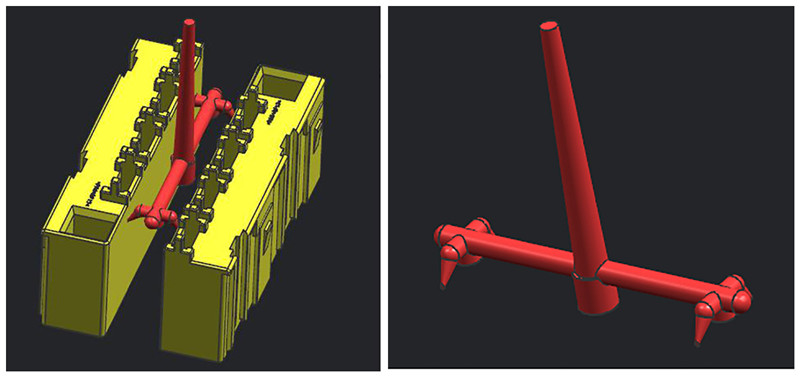
Я втратив свій дизайн Пластикова електронна форма для мухобойки та мухобойки, тому я використовую інший дизайн замість цього, щоб показати вам.
Дизайн повинен базуватися на таких принципах:
(1) Розташування порожнини та положення відкриття воріт повинні бути симетричними, щоб запобігти впливу на прес-форму незбалансованого навантаження та спричиненню спалаху.
(2) Розташування порожнин і воріт повинно максимально зменшити загальні розміри прес-форми.
(3) Канал потоку системи має бути якомога коротшим, а розмір поперечного перерізу має бути відповідним (занадто малий, тиск і втрати тепла будуть великими, а занадто великий, споживання пластику буде великим): мінімізуйте вигин, а шорсткість поверхні має бути низькою, щоб мінімізувати втрати тепла та тиску. Він може бути маленьким. ,
(4) Для кількох порожнин розплав пластику повинен входити в глибину та кути кожної порожнини одночасно, наскільки це можливо, а напрямні мають бути розташовані якомога збалансованіше.
(5) За умови, що порожнина заповнена, об’єм розливної системи має бути якомога меншим, щоб зменшити споживання пластику.
(6) Розташування воріт повинно бути відповідним, намагайтеся уникати ударів по вставці та маленькому сердечнику та запобігайте деформуванню сердечника. Залишки воріт не повинні вплинути на зовнішній вигляд пластикової частини.
FAQ
З: Ви фабрика прес-форм?
A: Так, компанія Hongmei заснована в 2014 році, яка спеціалізується на виготовленні прес-форм для ін'єкцій.
Q: Яку форму ви можете зробити?
В: прес-форма для лиття пластику, в основному в тому числі форма для побутових деталей, форма для корпусу приладу, форма для тонкостінної частини, форма для автомобільної частини, форма для промислової частини, форма для труб і форма для преформ для домашніх тварин.
Питання: як щодо умов оплати?
В: 50% передоплати, а залишок потрібно сплатити перед відправкою.
Питання: скільки часу потрібно закінчити форму?
A: В основному буде закінчено через 45 днів, але деякі складні та великі форми витрачатимуть більше часу.
Q: Як'річний обсяг виробництва вашої компанії?
В: Ми можемо виготовляти 300-500 комплектів щороку.
Питання: Як довго триває гарантійний термін форми?
A: Термін гарантії на форму протягом 1 року (пошкодження, спричинені людським фактором або нещасним випадком, не входять до сфери гарантії), а зношувані частини будуть надіслані вам безкоштовно.
Компанія Hongmei налаштує форму для вас, щоб заощадити час і гроші. Будемо раді співпраці з вами! Гарне післяпродажне обслуговування! Ваше задоволення - наше прагнення!
Ласкаво просимо, ви запитуєте нас! Додаткова інформація Контакт нас!
Зв'яжіться зі мною
Гарячі теги: Пластикова електронна мухобойка, Китай, Індивідуальний, Якість, Мода, Новий стиль, Гарячий продаж, Популярний, Дешевий, Купуйте, Останні продажі, Оптовий продаж, Найновіший, Низька ціна, Фабрика, Зроблено в Китаї, Ціна, Виробники, Постачальники, OEM , ODM, своєчасна доставка, безкоштовний зразок
Тег продукту
Надіслати запит
Будь ласка, надішліть свій запит у формі нижче. Ми відповімо вам протягом 24 годин.










X
Ми використовуємо файли cookie, щоб запропонувати вам кращий досвід перегляду, аналізувати трафік сайту та персоналізувати вміст. Використовуючи цей сайт, ви погоджуєтеся на використання файлів cookie.
Політика конфіденційності