 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Дизайн прес-форми для харчових контейнерів
Особливості продукту:
1. Конструктивні характеристики
Одноразова коробка швидкого харчування має відносно велику форму та тонку стінку товщиною 0,35~0,5 мм.
2. Особливості використання
Вимоги до використання одноразових коробок швидкого харчування: по-перше, надійна якість, включаючи надійну міцність пластикових деталей, гарний зовнішній вигляд, нетоксичність і нешкідливість; по-друге, низька вартість виробництва, включаючи окремі пластикові деталі, легка вага, низька ціна матеріалу та високий рівень використання матеріалу, виробництво. Обробка зручна, а вихід достатньо великий.
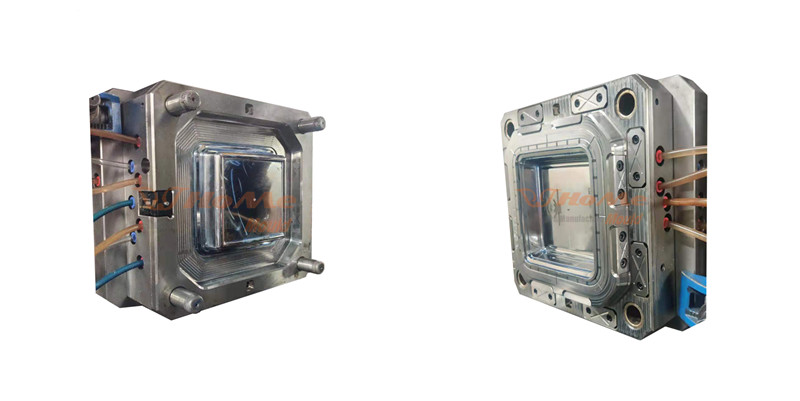
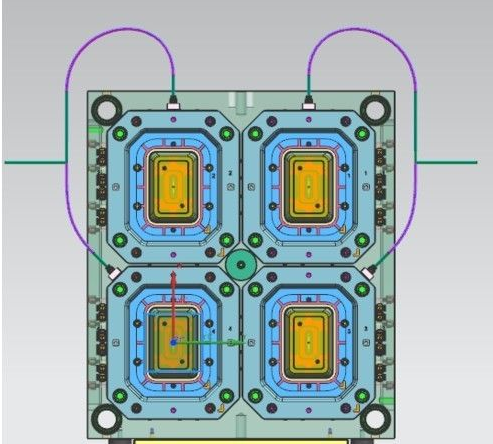
Дизайн структури прес-форми:
Враховуючи характеристики одноразових коробок швидкого харчування всебічно, конструкція форми приймає двопластинову структуру форми з 4 порожнинами. Крім того, необхідно враховувати систему розливу, систему охолодження та систему викиду.
1. Конструкція наливної системи
Щоб повністю підвищити коефіцієнт використання матеріалу та через низьку текучість поліпропілену (PP), одноразова коробка для закусок із товщиною стінки приблизно 0,5 мм повинна бути відлита під тиском за короткий час. Система розливання у форму має мати форму гарячого каналу. Гаряча канава має такі переваги: ① економія сировини; ② може покращити якість формування пластикових деталей; ③ допомогти підвищити ефективність виробництва та полегшити автоматизоване виробництво. Недоліком є те, що температура форми занадто висока, і слід звернути увагу на достатнє охолодження, вартість виготовлення форми зросте. Розглядаючи всебічно переваги та недоліки гарячої канальні, кінцеве використання гарячої канальної системи допомагає покращити якість формування та ефективність виробництва пластикових деталей.
2. Конструкція системи охолодження
Функція системи охолодження полягає в швидкому охолодженні форми та контролі температури форми. Оскільки температура матеріалу PP під час лиття під тиском становить 220~270 ℃, розумна конструкція системи охолодження значно скоротить час охолодження пластикових деталей і, таким чином, скоротить цикл лиття під тиском. Завдяки особливій структурі та вимогам прес-форми система охолодження використовує багатоконтурне охолодження, щоб повністю забезпечити охолодження формованих пластикових деталей.
Оскільки в прес-формі використовується система гарячого канання, температура частини гарячого сопла буде відносно високою, а також додається система охолодження до гарячого сопла гарячого каната.

3. Конструкція системи виштовхування
Завдяки великій формі одноразової коробки швидкого харчування та відносно тонкій товщині стінок пластикові деталі мають більшу силу затягування деталей форми. Якщо використовується звичайна система виштовхування штовхача, легко сконцентрувати зусилля в положенні точки штовхача, і сліди штовхача впливатимуть на пластик. Якість формування деталей буде порушено, коли серйозні, що призводить до утворення відходів. Якщо використовується викид типу штовхальної пластини, швидкість браку буде зменшена, але структура штовхальної пластини збільшить надлишковий рух прес-форми, подовжить виробничий цикл і знизить ефективність виробництва.
Форма використовує багатоточкову структуру виштовхування з газом. Після відкриття прес-форми повітря вдувається в порожнину під певним тиском, щоб відокремити пластикові частини від форми. Багатоточковий газовий викид має наступні переваги: по-перше, легко контролювати тиск, а сила викиду є рівномірною, щоб не здувати пластикові деталі; по-друге, виштовхування за допомогою газу не виштовхує → скидання → повторне викидання → повторне скидання, потрібно лише контролювати тиск, і газ можна видувати вчасно. Заощаджуйте час формування та скорочуйте цикл формування.
Надіслати запит




X
Ми використовуємо файли cookie, щоб запропонувати вам кращий досвід перегляду, аналізувати трафік сайту та персоналізувати вміст. Використовуючи цей сайт, ви погоджуєтеся на використання файлів cookie.
Політика конфіденційності